Для мадэляў 2000Е і 2500Е
(Выкарыстоўваецца стандартная прыжымная балка для гібкі загатоўкі максімальнай даўжыні)
| матэрыял | sТ/sВ | Максімальная таўшчыня ліста | Найменьшая высота буртыка | радыус |
| Мягкая сталь | 250/320 МПа | 1,6 мм* | 30 мм | 3,5 мм |
| 1,2 мм | 15 мм | 2,2 мм | ||
| 1,0 мм | 10 мм | 1,5 мм | ||
| Алюміній | 140/160 МПа | 1,6 мм* | 30 мм | 1,8 мм |
| 1,2 мм | 15 мм | 1,2 мм | ||
| 1,0 мм | 10 мм | 1,0 мм | ||
| Нержавеющая сталь | 210/600 МПа | 1,0 мм* | 30 мм | 3,5 мм |
| 0,9 мм | 15 мм | 3,0 мм | ||
| 0,8 мм | 10 мм | 1,8 мм |
*) Толькі з дадатковай пласцінай, прыяднанай да гибочной балцы!
Для мадэлі 3200Е
(Выкарыстоўваецца стандартная прыжымная балка для гібкі загатоўкі максімальнай даўжыні)
| матэрыял | sТ/sВ | Максімальная таўшчыня ліста | Найменьшая высота буртыка | радыус |
| Мягкая сталь | 250/320 МПа | 1,2 мм* | 30 мм | 3,5 мм |
| 1,0 мм | 15 мм | 2,2 мм | ||
| 0,8 мм | 10 мм | 1,5 мм | ||
| Алюміній | 140/160 МПа | 1,2 мм* | 30 мм | 1,8 мм |
| 1,0 мм | 15 мм | 1,2 мм | ||
| 0,8 мм | 10 мм | 1,0 мм | ||
| Нержавеющая сталь | 210/600 МПа | 0,8 мм* | 30 мм | 3,5 мм |
| 0,65 мм | 15 мм | 3,0 мм | ||
| 0,55 мм | 10 мм | 1,8 мм |
*) Толькі з дадатковай пласцінай, прыяднанай да гибочной балцы!
3.3 НАБОР КОРАТКИХ ПРИЖИМНЫХ ПЛАСТИН Длина:
25;38;52;70;140;280;597;1160 мм
Усе пласціны (за камплект 597 і 1160 мм) могуць злучацца для згінання нарыхтовак даўжынёй ад 25 мм да 575 мм.
3.4 ПРАРЭЗНАЯ ПРЫЖЫМНАЯ БАЛКА
У камплект пастаўкі можа быць уключана спецыяльная прарэзная прыжымная балка з пазамі шырынёй 8 мм і глыбінёй 40 мм, якая дазваляе вырабляць вырабы даўжынёй не менш за 15 мм і не больш за 1265 мм.
Для больш глыбокіх вырабаў выкарыстоўвайце набор кароткіх прыжымных пласцін.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ АБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Двіжэнне сгінальнай балкі падчас актывацыі поўнага прыціскнога намаганні, вымяраецца ў ніжняй частцы сгінальнай балкі 4…6 мм.
Рэверсіўнае рух для выключэння станка.Вымяраецца ў задняй частцы ад 90 і павінен быць у межах 155.
4.2УГЛОВАЯ ШКАЛА
Паказчыкі на вуглу індыкатара, калі згінаючая балка ўстаноўлена на 901.з дапамогай інжынернага квадрата.
4.3КОРПУС МАГНІТА
Неплоскостность паверхні магніта max 0,5 мм.Шероховатость паверхні магніта max 0,1 мм.
4.3ГІБОЧНАЯ БАЛКА
Не прамалінейнасць рабочай паверхні max 0,25 мм.Не прямолинейность дополнительной балки max 0,25 мм.
4.4ОСНОВНАЯ ПРЫЖЫМНАЯ БАЛКА
Непрямолинейность згінальнага краю max 0,25 мм.
Вышыня ўздыму над паверхняй асноўнай балкі не менш за 3 мм.
Пераканайцеся, што пры ўстаноўленых у становішчы 1 указальнікаў на апорах балкі яе рабочая кромка размешчана паралельна балцы і зазор складае 1 мм.
4.5ШАРНІРЫ
Праверце наяўнасць смазкі на валіках і секцыйных блакітарах.Пераканайцеся, што шарніры круцяцца лёгка і свабодна на 180 градусаў.
Пераканайцеся, што шплінты шарніраў не круцяцца і зажаты ўтрымліваючыя гайки.
5.ЭКСПЛУАТАЦЫЯ
ВНИМАНИЕНИЕ!
Листогиб «Магнабенд» развівае ўзмацненне асноўнага прыціску ў некалькі тон (гл. тэхнічныя характарыстыкі).Станок абсталяваны двума ахоўнымі блакіроўкамі.Першае забяспечвае выкарыстанне бяспечнага папярэдняга прыціску перад запуском асноўнага, а другая – адпусканне прыжымной балкі на вышыню 5 мм над паверхняй стола перад уключэннем магніта.Гэта забяспечвае абарону ад выпадковага траплення пальцаў пад прыжымную балку пры ўключэнні электрамагнітнага прыціску.
Толькі адзін аператар кіруе станком.Никогда не кладите пальцы под прижимную балку.
5.1НАРМАЛЬНАЯ ГІБКА
Пераканайцеся, што станок падключаны да сеткавай разетцы і ўключаны.Прыжымная балка павінна подниматься і опускаться рукоятками, размешчаными слева і справа ад стоек.Балка апускаецца і падымаецца пры дапамозе пад'ёмных штыфтаў, кіраваных гэтымі рукаяткамі.Паміж цалкам выпушчанай прыжымной і асноўным балкамі, па цэнтры станка застаецца зазор 3…4 мм.
Калі пад'ёмныя штыфты замацаваны ў ніжнім становішчы, вызваліце іх, падаўшы назад кожную рукаятку (размешчаную пад станком каля стойкі) і апусціў іх ад сябе.Гэта павінна трохі прыцягнуць прыжымную балку.Для поўнага пад'ёму балкі, потяните рукоятки на сябе да ўпора.Што бы апусціць прыжымную балку, падайце рукаяткі назад да ўпора і адпусціце.Яны павінны зафіксавацца ў заднім становішчы.
1.Установите таўшчыню загатоўкі пры дапамозе двух вінтоў, размешчаных на задняй кромцы прыжымной балкі злева і справа.Для праверкі зазора падніміце гібачную балку на 90° і вымерце прамежак паміж краем прыжымной балкі і паверхняй гібачнай балкі.(Для атрымання найлепшых вынікаў гэты зазор павінен быць трохі больш таўшчыні загатоўкі).
2.Устаўце загатоўку пад прыжымную балку.(Пры неабходнасці можна ўсталяваць абмежавальнікі).
3.Опустите прыжымную балку на загатоўку.Гэта можна зрабіць пры дапамозе рукояток, або проста нажав на прыжымную балку.Заўвага: унутраная блакіроўка гарантуе, што станок не ўключыцца, пакуль прыжымная балка не выпушчана на 5 мм над паверхняй стола.Калі прыжымная балка не адпускаецца цалкам (напрыклад, яна ўпіраецца ў ізаляваную загатоўку), блакіроўка можа спрацаваць, адключыўшы электрычную частку станка.
4.Нажміце і ўтрымлівайце адну з трох зялёных кнопак START або выкарыстоўвайце нажовы выключальнік прыціску.Гэта прывядзе да прыкладанню намаганняў папярэдняга прыціску.
5.Второй рукой поднимите адну з гибочных рукояток на невялікі кут.У выніку ўключыцца микропереключатель, прывадны ў дзеянне усилие асноўнага прыціску.Кнопка START (або нажовой выключальнік) цяпер павінна быць адпушчана.
6.Начни выканаць загиб, нажав на обе рукоятки пры дасягненні патрабаванага вугла загиба.(Во время тяжелых гибочных работ необходима помощь ассистента).Угол загібы пастаянна адлюстроўваецца на градуаванай шкале, нанесенай на правую рукаятку.Звычайна неабходна гнуць загатоўку на некалькі градусов большага патрабаванага вугла для забеспячэння паслядуючага выпрамлення загатоўкі.Для паўторнага загіну можна ўсталяваць стопор пры дасягненні патрабаванага вугла.Калі рух гнуткай балкі змяняе напрамак, станок выключаецца аўтаматычна.
У момант выключэння электрычная схема станка генеруе імпульс зваротнага току праз электрамагніт, выдаляючы канчатковую намагнічанасць і дазваляючы неадкладна падняць прыжымную балку.
Для выдалення загатоўкі падніміце прыжымную балку, сцягнуўшы яе ўверх, і ўсталюйце загатоўку для наступнага загіну.(Пры неабходнасці падніміце прыжымную балку ўверх пры дапамозе адной з пад'ёмных рукояток).
ВНИМАНИЕ
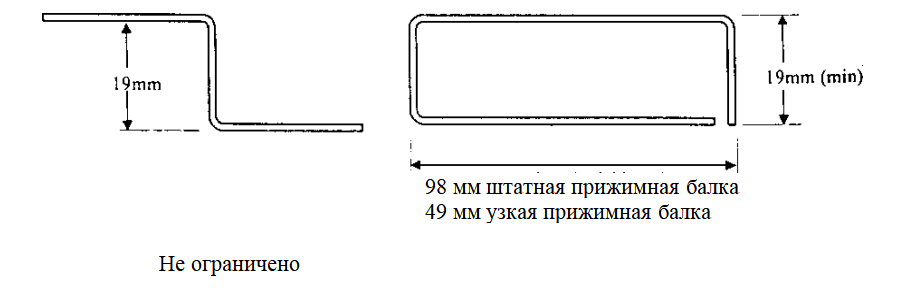
● Для прадухілення пашкоджання краёў прыжымной балкі або верхняй паверхні магнітнага прэса не кладзіце мелкія прадметы пад прыжымную балку.Мінімальная рэкамендуемая даўжыня загібы пры выкарыстанні стандартнай прыжымной балкі – 15 мм (у выпадку заліку, калі загатоўка вельмі тонкая або мяккая).
● Усилие прижимать магнита меньше, если он горячий.Таму для атрымання лепшай прадукцыйнасці выкарыстоўвайце прыжым столькі часу, колькі неабходна для загібы, і не больш.
● Калі вы кароткачасова нажалі на педаль або кнопку START, і не пачалі працэс згінання, прыжымная балка можа застацца прымагнічанай у выніку таго, што схемы размагнічвання кандэнсатараў не паспелі зарадзіцца.Для іх зарадкі ў такім рэжыме патрабуецца каля 10 секунд.Паўторна націсніце на педаль і ўтрымлівайце яе на працягу гэтага часу, альбо начніце працэс загатоўкі гібы.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Абмежавальнікі зручна выкарыстоўваць пры вялікім колькасці загібаў, выкананых на адной адлегласці ад краю загатоўкі.Пасля аднакратнай ўстаноўкі шэрагу абмежавальнікаў можа быць выканана любая колькасць загібаў без неабходнасці вымярэння або разметкі загатоўкі.
Звычайна абмежавальнікі выкарыстоўваюцца ў выглядзе брускоў, размешчаных такім чынам, каб сфармаваць доўгую паверхню, якая змяшчаецца з краем загатоўкі.Калі прыдатных брускоў няма, можна выкарыстоўваць надстаўку да гнуткай балцы.
УВАГА: Калі неабходна ўсталяваць абмежавальнікі пад прыжымную балку, разам з абмежавальнікамі можна выкарыстоўваць паласу ліставога металу такой жа таўшчыні, што і загатоўка.
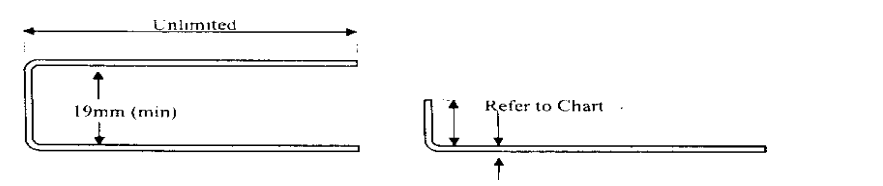
5.3ЗАГИБАНИЕ КРОМКИ
Тэхніка, якая выкарыстоўваецца для загінання краёў металічнага ліста, залежыць ад яго таўшчыні і ў некаторай ступені ад яго даўжыні і шырыні.
Тонкія лісты (да 0,8 мм)
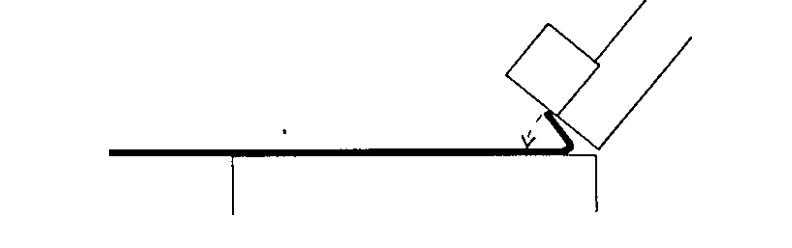
1.Вырабляецца як нармальна, але ажыццяўляецца гібка трэба як можна далей (135).
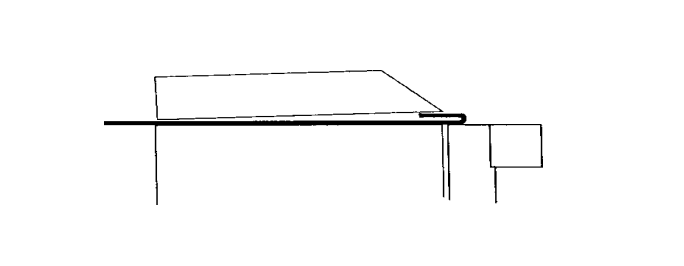
2.Зніміце прыжымную балку, металічны ліст на станку падвініце назад прыкладна на 10 мм.Затым гнуткай балкай вырабіце «дагібку» кромкі.(Прыжымную балку ўжываць не трэба).
Заўвага: не спрабуйце рабіць узкія загібы на тоўстых металічных лістах.
3.Пры працы з тоўстымі металічнымі лістамі, у выпадку, калі кромка не вельмі вузкая, магчыма дасягненне больш поўнага загіну пры ўмове выкарыстання прыжымной балкі.
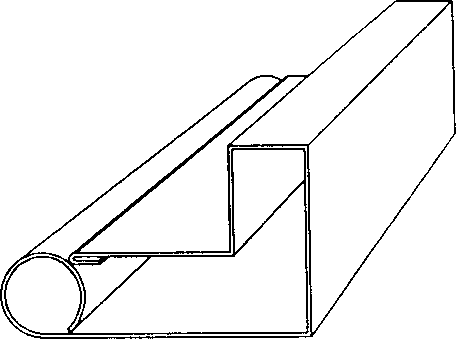
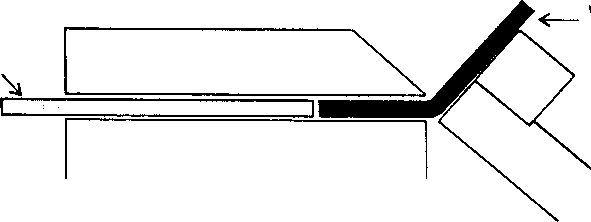
5.4ЗАКРУГЛЕННЫЙ КРАЙ
Закругленыя канцы фарміруюцца шляхам наматывання стальнога ліста на стальны цыліндр рознай таўшчыні.
1.Размясціце ліст металу, прыжымную балку і сталёвы цыліндр так, як паказана на малюнку.
а) Пераканайцеся, што прыжымная балка не перакрывае пярэднюю бок станка ў кропцы а , паколькі ў гэтым выпадку магнітны паток пройдзе праз міма металічнага цыліндра і сціскальная сіла будзе занадта малай.
б) Пераканайцеся, што металічны цыліндр знаходзіцца на сталёвай пярэдняй часткі станка, а не на алюмініевай, якая знаходзіцца крыху ззаду.
с) Цэль прыжымной балкі заключаецца ў кірунку магнітнага поля з унутраным металічным цыліндрам.
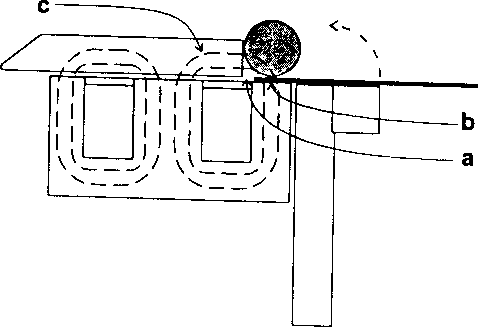
2.Загніце металічны ліст як можна далей, пасля чаго перакладзеце яго як паказана на малюнку.
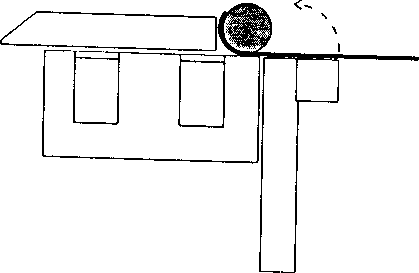
3.Паўторыце дзеянне 2, калі гэта неабходна.
5.5ПРОБНЫЙ МЕТАЛІЧНЫ СПІС
У мэтах больш поўнага азначэння з Вашым станком і тымі аперацыямі, якія ён можа выконваць, рэкамендуецца ажыццяўляць дзеянні, апісаныя ніжэй:
1.Выберыце металічны ліст з мяккай сталі або алюмінія таўшчынёй 0,8 мм і выражыце загатоўку памерамі 335 мм на 200 мм.
2. Размецьце лініі на лісце металу, як паказана ніжэй:
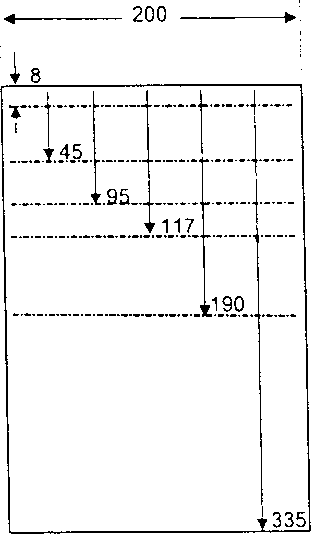
3.Выровняйте лінію сгиба 1 и сделайте загиб кромки листа (Смотри Загибание кромки ).
4.Переверните металічны ліст і падвіньце яго пад прыжымную балку так, каб завернуты край быў накіраваны ў ваш бок.Перамесціце прыжымную балку наперад і выраўняйце лінію згіну 2. Загніце загатоўку на вугал 90.Пробны ліст будзе выглядаць наступным чынам:
5.Переверните металічны ліст і зрабіце загібы 3, 4, 5, кожны на кут 90.
6.Для завяршэння формы завярніце астаўленую частку ліста на стальной цыліндр дыяметрам 25 мм.
Выберыце прыжымныя пласціны агульнай даўжынёй 280 мм і размесціце іх, загатоўку і сталёвы цыліндр, як паказана раней у раздзеле «Закруглены край» .
Утрымлівайце сталёвы цыліндр правай рукой і вырабляйце папярэдні заціск шляхам націску на кнопку СТАРТ левай рукой.Затым правай рукой пацясніце ручку (пры гэтым кнопку СТАРТ можна адпусціць).Заверните заготовку як можна больш
(каля 90 ).Перакладзеце загатоўку (як указана ў раздзеле закруглены край ) і заверніце яшчэ.Працягвайце завярнуць ліст, пакуль ён не будзе завернуты цалкам.
Пробная форма гатовая:
5.6ЯШЧЫКІ
Існуе шмат спосабаў вырабу скрынь.«Магнабенд» ідэальна падыходзіць для стварэння гэтай цэлі, асабліва, калі неабходна складаныя скрыні, так як выкарыстанне кароткіх прыжымных пласцін значна спрошчае выкананне складаных схілаў.
5.6.1Простыя скрыні
1.Сделайте першыя два сгиба, выкарыстоўваючы доўгую прыжымную балку як пры нармальнай гибке.
2.Выберите одну або некалькі кароткіх прыжымных пласцінак і размесціце іх так, як паказана на малюнку.(Не трэба дакладна падбіраць іх па даўжыні, бо выгіб будзе выкананы па меншай меры ў 20 мм паміж прыціскнымі пласцінамі).
Для сгибов даўжынёй да 70 мм падбярыце найбольшую пласціну, якая падойдзе.Для большай даўжыні згіну можа спатрэбіцца выкарыстанне некалькіх прыжымных пласцін.Выберыце самую доўгую пласціну, якая падойдзе, затым яшчэ адну, якая змяшчаецца ў вобразаваўшыся прамежак і, магчыма, яшчэ адну для дасягнення неабходнай даўжыні.
Для шматкратных схілаў можна злучыць кароткія прыжымныя пласціны ў адну прыжымную балку неабходнай Вам даўжыні.Калі скрыні маюць нізкія краю і ў Вас маецца прарэзная згінаючая балка, магчыма, хутчэй будуць выраблены скрыні такім чынам, як паказана ў раздзеле Выраб падносаў .
5.6.2Ящики з загнутымі ўнутр краямі
Яшчыкі з загнутымі ўнутр краямі могуць быць выраблены з выкарыстаннем стандартнага набору прыжымных пласцін такім чынам, калі вымеранасць была больш, чым шырыня самой прыжымной пласціны (98 мм).
1.Выкарыстанне штатнай прыжымной балкі, выкананне сгібаў 1,2,3 і 4.
2.Выберите кароткую прыжымную пласціну (або, магчыма, дзве-тры пласціны, злучаныя разам).Ее даўжыня павінна быць карацей, па крайняй меры на таўшчыню загібы, чым шырыня самай скрынкі (каб потым можна было яе вытащить).Зрабіце схілы 5,6,7 і 8.
5.6.3Ящики з асобнымі краямі.
Ящик, выраблены з асобнымі краямі, мае шэраг пераваг:
-он зэканоміць матэрыял, калі ў скрыні глыбокія краю
-в этом случае не надо подгонять углы
-усе разрэзы можна зрабіць з дапамогай гильотины
-усе сгібы могуць быць зроблены з дапамогай штатнай прыжымной балкі.
І шэраг недахопаў:
-необходимо рабіць больш сгібаў
-большая колькасць вуглоў павінна быць падлучана
-больше металічных вуглоў і мацаванняў відаць на гатовым скрыні.
Для вырабу такога скрыні неабходна:
1.Падгатаваць форму, як указана на малюнку.
2.Сделать першыя чатыры сгиба на асноўнай заготовке.
3.Затем выканаць па чатыры сгиба на кожную з боковых заготовок.Пры ажыццяўленні кожнага сгиба ўстаўце вузкі край бакавой загатоўкі пад прыжымную пласціну.
4.Соберите ящик.
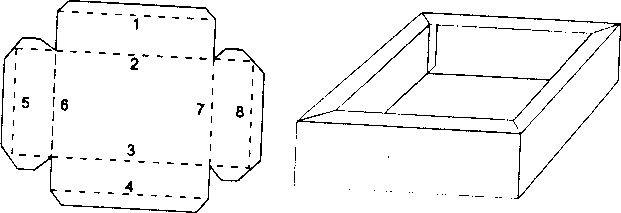
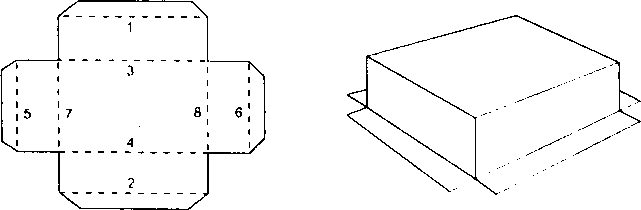
5.6.4Ящики с простыми вуглами
Яшчыкі з простымі вугламі і выступаючымі загінамі простыя ў вырабе, калі даўжыня і шырыня больш, чым шырыня меншай прыжымной пласціны (98 мм).
1.Падрыхтуйце форму.
2.С дапамогай штатнай прыжымной балкі зрабіць сгібы 1,2,3 і 4.
3.Уставіць канец загатоўкі пад прыжымную балку для ажыццяўлення сгибов 5 і 6.
4.Isпользуя адпаведныя кароткія прыжымныя пласціны зрабіць сгібы 7 і 8.
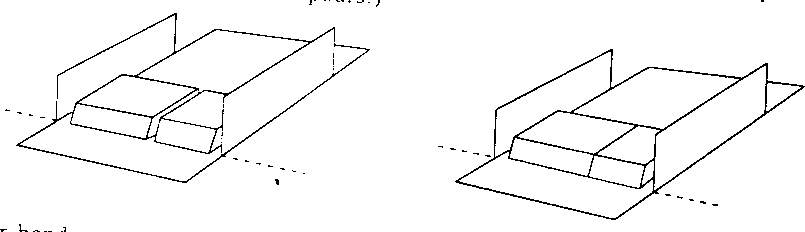
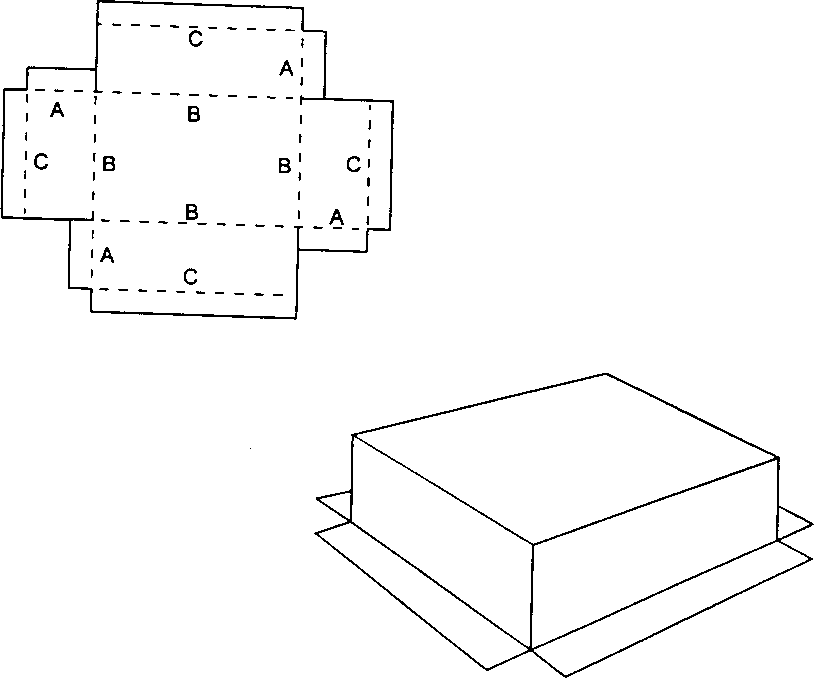
5.6.5Ящик з перакрываючыміся вугламі
Пры вырабе такога скрыні без выкарыстання асобных краёў неабходна выконваць правільную паслядоўнасць схілаў.
1.Подготовьте форму з разметкай сгибов, як паказана на малюнку.
2.З аднаго боку доўгай прыжымной пласціны выканайце ўсе схілы А пад вуглом 90.Гэта лепш зрабіць, падстаўляючы загінаючыя краю пад прыжымную пласціну.
3.З гэтага ж канца доўгай прыжымной пласціны зрабіце схілы ў пад углом 45.Старайцеся падстаўляць пад прыжымную пласціну не дно скрыні, а яго краю.
4.З другога боку доўгай прыжымной пласціны зрабіце схілы пад вуглом 90.
5.Выкарыстоўваючы адпаведныя кароткія прыжымныя пласціны, завяршайце схілы да вугла 90.
6.Соедините углы.
Памятайце, што глыбокія скрыні лепш выгатаўліваць з асобнымі краямі.
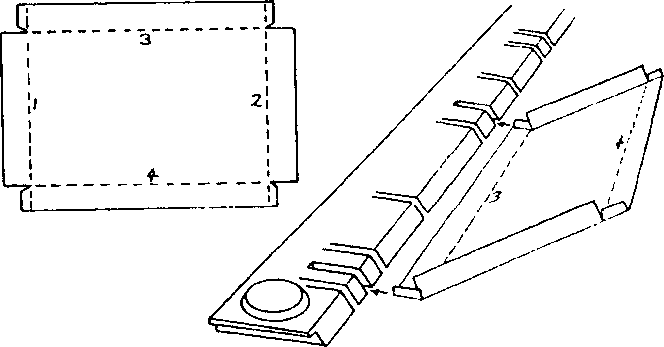
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прарэзная прыжымная балка, калі яна ўключана ў камплект пастаўкі, ідэальна падыходзіць для хуткага і дакладнага вырабу мелкіх падносаў і паддонаў.Перавага прорезной балкі перад наборам кароткіх пласцін заключаецца ў тым, што сгибаемая лінія аўтаматычна выраўноўваецца са станком.Тым не менш, кароткія прыжымныя пласціны могуць быць выкарыстаны для вырабу падносаў неабмежаванай глыбіні і, акрамя кожнага сну, лепш падыходзяць для вырабу складаных формаў.
Пазы размяшчаюцца такім чынам, каб вырабіць паднос памераў, указаных у раздзеле тэхнічных характарыстык з папраўкай плюс-мінус 10 мм.Пры вырабе падноса Вам варта выбраць і выкарыстаць два пазу, адлегласць паміж якімі адпавядае памерам, якія вырабляюцца падноса.
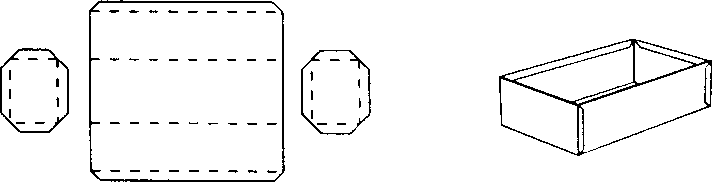
Для вырабу мелкого (неглубокого) подноса
1.Загніце дзве супрацьлеглыя бакі і куткі, выкарыстоўваючы прарэзную прыжымную балку без звароту ўвагі на пазы, яны не будуць мець уплыву на якасць сгібоў.
2.Затем выберыце два пазы, паміж якімі будзеце загінуць засталіся два бакі.Гэта робіцца вельмі лёгка і дзіўна хутка метадам падбору двух пазоў, аддаленых ад другога на неабходнай адлегласці.
3.Кагда Вы ўсталюеце край падноса пад прыжымную балку паміж двума выбранымі пазамі, вырабіце якія засталіся сгібы.Раннее загнутыя боку войдуць у выбраныя Вамі пазы, калі апошнія схібы будуць завершаны.
Пры вырабе падносаў, даўжыня якіх амаль дасягае даўжыні прыжымной балкі, магчыма, варта выкарыстоўваць замест пазы адзін з яе канцоў.
5.8ОГРАНИЧИТЕЛИ (УПОРЫ) Выкарыстанне абмежавальнікаў
Абмежавальнікі выкарыстоўваюцца ў тых выпадках, калі неабходна зрабіць вялікую колькасць сгібоў, усе з якіх павінны знаходзіцца на адной адлегласці ад краю загатоўкі.Пасля правільнай ўстаноўкі абмежавальнікаў любая колькасць схілаў можа быць выраблена без дадатковых вымярэнняў і разметкі загатоўкі.
Звычайна выкарыстоўваюцца абмежавальнікі, калі пласціна размяшчаецца насупраць іх, каб сфармаваць дастатковую прастору для выраўноўвання краю загатоўкі.Якая-небудзь спецыяльная дадатковая пласціна не ўваходзіць у камплект пастаўкі, аднак, вы можаце выкарыстоўваць падаўжальнік гнуткай балкі.
Заўвага: калі неабходна ўсталяваць абмежавальнік пад прыжымной балкай, гэта можа быць зроблена шляхам сумеснага выкарыстання абмежавальніка і паласы металічнага ліста такой жа таўшчыні, як і сама загатоўка.
5.9ТАЧНОСЦЬ
Праверка дакладнасці Вашага станка
Усе рабочыя паверхні «Магнабенд» павінны быць роўнымі і гладкімі з дапушчальнай пагрэшнасцю да 0,2 мм па ўсёй паверхні.
Найбольш важныя аспекты:
1.Ровность рабочай паверхні згінаючай балкі.
2.Ровность сгибающего краю прыжымной пласціны.
3.Параллельность гэтых двух паверхняў.
Гэтыя паверхні можна праверыць точным прамавугольнікам, але існуе і іншы метад суаднясення гэтых паверхняў па адносінах да аднаго.Для гэтага:
1.Заверніце гібачны балку на 90 і замацуеце яе ў гэтай пазіцыі.(Балка можа быць замацавана ў гэтай пазіцыі шляхам ўстаноўкі зажымнога абмежавальніка на задняй баку вуглавога паўзунка ручкі).
2.Праверце адлегласць паміж сгибающим краем прыжымной балкі і рабочай паверхняй гнуткай балкі.Выкарыстоўваючы настройку апоры прыжымной балкі, усталюйце яе адлегласць на велічыню 1 мм на кожным канцы.(Скарыстайцеся кусочек металічнага ліста або щуп).
Пераканайцеся, што адлегласць адзінакова на ўсёй працягласці прыжымной балкі.Расходжання павінны быць не больш за 0,2 мм.Сама адлегласць павінна быць не больш за 1,2 мм і не менш за 0,8 мм.(Калі налады паказваюць розныя велічыні, пераўсталюйце іх як указана ў раздзеле Абслугоўванне і ўваход .
Заўвага:
а) Прямолинейность прыжымной пласціны па вертыкалі (па відзе спераду) не важная, паколькі яна выраўноўваецца пасля ўключэння сціскальнай сілы магнітнага патоку.б) Адлегласць паміж гнуткай балкай і корпусам магніта, калі балка знаходзіцца ў сваёй звычайнай пазіцыі, павінна быць каля 2 3 мм.Гэта адлегласць не ўплывае на дакладнасць гібкі.
с) «Магнабенд» можа ажыццяўляць вострыя сгібы і больш тонкіх лістоў, а таксама такія матэрыялы, як алюминий і медь.У той жа час пры гібцы больш тоўстых лістоў, а таксама такіх матэрыялаў, як звычайная і нержавеючая сталь, не плануецца атрыманне вострымі вугламі.(Смотрите раздел Технические характеристики ).
г) Аднообразные схілы на больш тоўстых лістах можна дасягнуць з дапамогай адходаў таго ж ліста, з якога вырэзана загатоўка для запаўнення свабодных прастораў пад прыжымной балкай.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
Калі на працоўных паверхнях з'явіцца налет ржавчыны, яна акіслілася або пашкоджана, яе можна аднавіць.Паверхнасці ў гэтым выпадку варта апрацаваць шкуркай Р200, пасля чаго нанесці спецыяльнае ахоўнае пакрыццё, напрыклад CRC 5.56 або RP7.
Смазка петель гибочной балкі
Калі «Магнабенд» выкарыстоўваецца пастаянна, неабходна змазваць пятлі ежемесячно.Калі станок выкарыстоўваецца не вельмі часта, змазку гэтых дэталяў можна вырабіць рэжа.
На асноўнай шарнірнай пліце пятлі знаходзяцца два адтуліны для змазкі.Сферычная апорная паверхня таксама павінна быць змазана.
налады
Параметры ў апорах штатнай прыжымной балкі прызначаныя для ўстаноўкі зазора ў залежнасці ад таўшчыні нарыхтоўкі, паміж згінаючым краем прыжымной балкі і гнуткай балкі.Налады ўсталёўваюцца на заводзе і адпавядаюць загатоўцы таўшчынёй 1 мм у становішчы «1» .Калі гэтыя ўстаноўкі збітыя, то варта вырабіць настройку ў наступным парадку:
1.Удерживайте гибочную балку ў становішчы 90 градусов.
2.Усталюйце кусочек ліставога металу таўшчынёй 1 мм на кожны канец паміж сгінаючым краем прыжымной пласціны і сгінальнай балкай.
3.Не звяртаючы ўвагі на разметку, вярчальныя ручкі рэгулявання на апорах, слегка зажмите кусочки металу паміж сгибающим краем прыжымной балкі і гнуткай балкі.
4.Выкарыстоўваючы спецыяльны шасцігранны ключ 3 мм, востра аслабце установочный вінт для вызвалення кольца з насечкай адной з апоры.Затым павярніце кольца такім чынам, каб насечка паказвала 1 .Зрабіце гэта без вращения внутреннего корпуса.Зацяніце ўстаноўкавы вент.
5.Паўтарыце тое ж дзеянне для другой апоры.
Падпружыненыя шаравыя пяткі апоры могуць заліпаць, калі ў іх пападзе грязь.Калі гэта адбылося, устраніце праблему шляхам напаўнення і адпускання пяткі апор тупым прадметам пры адначасовым змазванні яго пранікальнай змазкай тыпу WD-40.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1 Для вызначэння характару няспраўнасці зрабіце наступныя аперацыі:
1.Убедитесь, што харчаванне станка ўключана, шляхам візуальнага кантролю індыкатарнай лямпы выключальніка харчавання.
2.Если харчаванне ўключана, але станок не працуе і пры гэтым награваецца катушка электрамагніта, магчыма, спрацаваў термопредохранитель.В этом случае подождите, пока станок остынет (около получается), затем повторите попытку.
3.Двухручны ўбудаваны механізм забеспячэння бяспекі пуска патрабуе, каб кнопка СТАРТ была нажата да таго, як Вы пачалі працэс гібкі.Калі Вы спачатку пацяклі ручку, станок працаваць не будзе.Гэта можа здарыцца і ў выпадку, калі гнуткая балка значна змяшчана ад пачатковага становішча.У гэтым выпадку перад запускам усталюйце яе ў крайняе ніжняе становішча.Калі праблема паўторыцца, то магчыма, рычаг вуглавога выключальніка мае патрэбу ў наладзе.
4.Некорректная работа кнопки СТАРТ.Паспрабуйце запусціць станок нажной педалі пуска.
5.Если харчаванне ўключана, але станок не працуе, таксама праверце злучэнне электроннага модуля і катушки электрамагніта.
6.Если пры нажацці кнопкі «СТАРТ» не адбываецца папярэдняга націску балкі, але пры падняцці ручкі гнуткай балкі (пачатку працэсу згінання) уключаецца асноўны прыціск і пры адпушчанай кнопцы «СТАРТ» не выключаецца, то патрабуецца ў замене кандэнсатар 15 мФ.
7.Если срабатывает внешний аўтамат абароны электрасеткі, найбольш верагоднай прычынай з'яўляецца няспраўнасць выпрамніка.
7.2Ствараецца лёгкі (прадварыльны), не поўны прыжым:
1.Убедитесь, што микропереключатель, размешчаны ў адным раёне з пятэль гнуткай балкі, выпрацоўвае правільна.Яго ўключэнне вырабляецца квадратнай латунной
дэталью – толкателем, злучаным з механізмам індыкацыі вугла.При поднятии ручки.гибочная балка круціцца і перадае зварот толкателю, толкатель ўключае микропереключатель ўнутры электроннага модуля.Перамясціце ручку наперад і назад.Вы павінны слышать шчалчкі мікрапераключальніка.Калі шчалкоў няма, перамесціце гібочную балку такім чынам, каб было відаць толкатель.Перамесціце балку ўверх – уніз, толкатель павінен вярнуцца ў адказ на яе рух (пака не войдзе ў зачапленне з абмежавальнікам).Калі гэтага не адбываецца, магчыма, яму неабходна больш сцяпляльнай сілы з воссю.Гэта, як правіла, звязана з двума нітамі М8 на краях толкателя, якія могуць быць не да канца зацягнуты.Калі ж толкатель круціцца і добра ўваходзіць у зачапленне, але не ўключае мікрапераключальнік, то ён мае патрэбу ў рэгуляванні.Для гэтага адключыце станок ад сеткі, а затым зніміце панэль з электрычнымі ўваходамі.Момант ўключэння можа быць адрэгуляваны зваротам ніта, які праходзіць праз толкатель.Гэты ніт павінен быць адрэгуляваны такім чынам, каб шчылак мікрапераключальніка, калі ніжні край гнуткай балкі падымаецца на адлегласць каля 4 мм (рэгуляванне гэтак жа можа быць выраблена шляхам згінання рычага мікрапераключальніка).
2.У выпадку, калі микропереключатель не працуе пры спраўным толкателе, то ён мае патрэбу ў замене.
3.Калі ваш станок абсталяваны дапаможным пераключальнікам, пераканайцеся, што ён усталяваны ў становішчы NORMAL .У становішчы AUX CLAMP станок будзе выкарыстоўвацца толькі папярэднім заціскам.
7.3Зажим атрымліваецца добра, але прыжымная балка не прыпадае пасля выключэння станка.
Гэта паказвае на несправядлівасць размагничивающей цепи.Найбольш верагоднай прычынай з'яўляецца выхад са строю рэзістара 6,8.Таксама праверце ўсе дыёды і выключыце магчымае «заліпанне» кантактаў у рэле.
7.4Станок не згінае лісты вялікай таўшчыні.
1.Убедитесь, што таўшчыня металу і даўжыня лініі гіба адпавядаюць тэхнічным характарыстыках Вашага станка.Таксама праверце, каб пры згінанні 1,6 мм загатоўкі удлинительной пласціны шчыльна прылягалі да гнуткай балцы па ўсёй даўжыні без ступені і мінімальнай вышыні загінумага борціка складзена не менш за 30 мм.Гэта азначае, што не менш за 30 мм металічнага ліста выступала за край прыжымной балкі.Больш нізкія борцікі можна рабіць у гэтых выпадках, калі даўжыня гіба карацей даўжыні станка.
2.Если апрацоўваны ліст металу не запаўняе прастору пад прыжымной балкай на ўсю глыбіню, то гэта можа павялічыцца на працу станка.Для лепшага выніку запоўніце свабоднае прастору палосамі ліставога металу, таўшчыня якіх роўная таўшчыні апрацоўванай нарыхтоўкі.Для лепшага прыціскання выкарыстоўвайце паласы са сталі, нават калі сама загатоўка не стальная.
Гэта таксама лепшы спосаб зрабіць узкі борцік на загатоўцы.
8. ГАРАНТЫЙНЫЯ АБЯЗАТЕЛЬСТВА
Вырабляльнік гарантуе якаснае выраб і працу станка для гібкі
«Магнабенд» і аксэсуары да яго.Срок гарантыі складае 12 месяцаў з дня продажу.
Нашы абавязацельствы ў рамках гарантыі абмежаваны рамонтам або заменай няспраўных узлоў і агрэгатаў і не распаўсюджваюцца на шкоду, прычыненую ў выніку няправільнага выкарыстання дадзенага абсталявання.
Гэтая гарантыя не распаўсюджваецца на выпадкі выхаду абсталявання са строю, якія звязаны з выкарыстаннем станка не па прызначэнні, няспраўным або няправільным яго выкарыстаннем, а таксама парчэйным абсталяваннем падчас транспарціроўкі.Выключаюцца таксама выпадкі непредусмотренного рамонту абсталявання і парушэнні патрабаванняў дадзенай інструкцыі.
Адварот абсталявання павінен ажыццяўляцца ў адпаведнасці з правіламі перавозкі.
Запаўняльнік інфармацыі:
Мадэль Серыйны нумар Дата пакупкі
Адрас і імя дылера
Прыкладанне 1.
Мінімальна дапушчальны радыус выгібу для дэталяў са сталёвага ліста.
AWF 7965 DIN 6935 (10.75)
| Максімальная таўшчыня ў мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь з мінімальным пределом трываласці на разрыў N |мм² | Мінімальна дапушчальны радыус выгібу ў мм | |||||||
| да 390 | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
Прыкладанне 2.
ЭЛЕКТРАСХЕМА
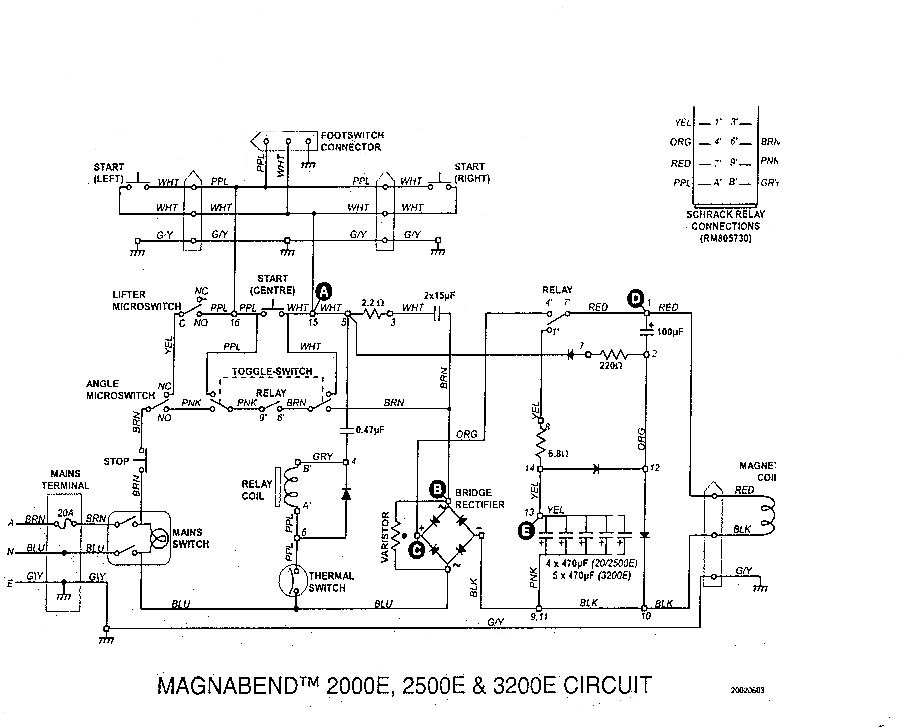
| Табліца кантролю напружанняў | |||||
| АС (V) | DC (V) | ||||
| Вымераць адносна правада | Голубой | чорны | |||
| Кантрольная кропка | A | B | C | D | Е |
| Рэжым «прадварыльны прыжым» | 240 | 25 | +25 | +25 | -300 |
| Рабочы рэжым | 240 | 240 | +215 | +215 | -340 |
ВНИМАНИЕ:
Пры падключэнні выконваць фазіроўку:
-коричневый провод – фаза;
-голубой провод – ноль;
-зелено-жёлтый провод – зямля.
Час публікацыі: 13 верасня 2022 г