Тормаз з ліставога металу Magnabend Slotted Clampbar
Заціскная планка з прарэзамі - адна з некалькіх інавацый, якія былі распрацаваны для машыны для фальцавання ліставога металу Magnabend.
Ён забяспечвае згінанне неглыбокіх скрынь і латкоў без неабходнасці рэгуляваных «пальцаў».
Секцыі паміж прарэзамі гэтага заціску эквівалентныя рэгуляваным пальцам звычайнай пан-брэйк машыны, але з заціскам Magnabend іх ніколі не трэба рэгуляваць, таму што канструкцыя прадугледжвае ўсе памеры!
Гэта новаўвядзенне стала вынікам наступных назіранняў: -
Па-першае, было заўважана, што неабавязкова мець бесперапынны край згінання, таму што згіны будуць праходзіць праз разумныя зазоры паміж пальцамі без прыкметнага ўплыву на згін пры ўмове, што пальцы добра выраўнаваны, і яны заўсёды добра выраўнаваны на пазах clampbar, таму што ён мае фіксаваныя «пальцы».
Па-другое, было зразумела, што шляхам дбайнага размяшчэння пазаў можна забяспечыць бясконца градуяваны набор памераў амаль да поўнай даўжыні заціску.
Па-трэцяе, было адзначана, што знайсці аптымальныя пазіцыі для слотаў НЕ было трывіяльнай праблемай.
Хоць гэта банальна, калі прадугледжана вялікая колькасць слотаў.
Але цікавая задача заключаецца ў тым, каб знайсці мінімальную колькасць слотаў, якія будуць забяспечваць усе памеры.
Аналітычнага вырашэння гэтай праблемы, здавалася, не было.Гэты факт аказаўся цікавым для матэматыкаў з Універсітэта Тасманіі.
Аптымізаваныя пазіцыі слотаў для 4 мадэляў Magnabend:
Палажэнні, паказаныя ў табліцы ніжэй, вымяраюцца ад левага канца заціскной штангі і знаходзяцца да цэнтра пазаў.
Кожны слот мае шырыню 8 мм.
Абазначэнні мадэляў выражаюць намінальную даўжыню выгібу мадэлі.Фактычная агульная даўжыня кожнай мадэлі наступная:
МАДЭЛЬ 650E: 670 мм, МАДЭЛЬ 1000E: 1050 мм, МАДЭЛЬ 1250E: 1300 мм, МАДЭЛЬ 2000E: 2090 мм.
Агульная даўжыня заціскаў, уключаючы ручкі для пальцаў на кожным канцы: дадайце 20 мм да вышэйзгаданай даўжыні.
Памер глыбіні прарэзаў не паказаны на чарцяжы вышэй.Гэта неабавязкова, але рэкамендуецца глыбіня ад 40 да 50 мм.
| нумар слота | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 | 31 |
| Мадэль 650E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 265 | 345 | 475 | 535 | 555 | 575 | 595 | 615 | ||||||||||||||||
| Мадэль 1000E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 385 | 445 | 525 | 695 | 755 | 835 | 915 | 935 | 955 | 975 | 995 | ||||||||||||
| Мадэль 1250E | 65 | 85 | 105 | 125 | 155 | 175 | 195 | 215 | 345 | 465 | 505 | 675 | 755 | 905 | 985 | 1065 | 1125 | 1165 | 1185 | 1205 | 1225 | 1245 | |||||||||
| Мадэль 2000E | 55 | 75 | 95 | 115 | 135 | 155 | 175 | 265 | 435 | 455 | 555 | 625 | 705 | 795 | 945 | 1035 | 1195 | 1225 | 1245 | 1295 | 1445 год | 1535 год | 1665 год | 1695 год | 1765 год | 1795 год | 1845 год | 1955 год | 1985 год | 2005 год | 2025 год |
ФАРМІРАВАННЕ ЛАТКОЎ З ВЫКАРЫСТАННЕМ ПАЗІННАЙ ЗАЖЫМЫ
Заціскная планка з прарэзамі, калі яна пастаўляецца, ідэальна падыходзіць для хуткага і дакладнага вырабу неглыбокіх падносаў і патэльняў.
Перавагі заціску з прарэзамі перад наборам кароткіх заціскаў для вырабу латкоў заключаюцца ў тым, што згінаючы край аўтаматычна выраўноўваецца адносна астатняй часткі станка, а заціск аўтаматычна падымаецца, каб палегчыць устаўку або выдаленне нарыхтоўкі.Тым не менш, кароткія заціскі можна выкарыстоўваць для фарміравання паддонаў неабмежаванай глыбіні і, вядома, лепш для стварэння складаных формаў.
Пры выкарыстанні прарэзы эквівалентныя прабелам, пакінутым паміж пальцамі звычайнай машыны для складання каробак і патэльні.Шырыня прарэзаў такая, што любыя два прарэзы падыходзяць для латкоў памерам больш за 10 мм, а колькасць і размяшчэнне прарэзаў такія, што для латка любога памеру заўсёды можна знайсці два прарэзы, якія адпавядаюць .
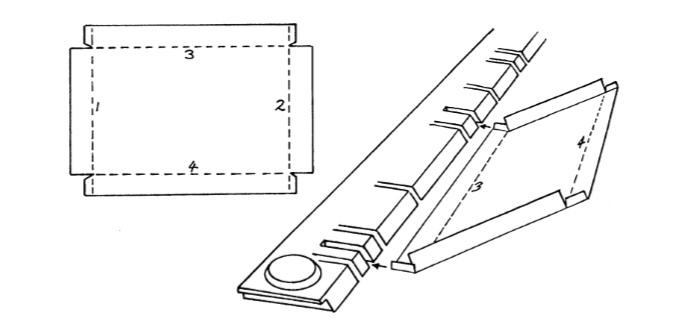
Каб скласці неглыбокі паднос:
Складзеце першыя два супрацьлеглыя бакі і вуглавыя выступы з дапамогай заціску з прарэзамі, але не звяртаючы ўвагі на наяўнасць прарэзаў.Гэтыя прарэзы не акажуць прыкметнага ўплыву на гатовыя зморшчыны.
Цяпер выберыце два прарэзы, паміж якімі трэба скласці два астатнія бакі.Гэта на самай справе вельмі лёгка і дзіўна хутка.Проста выраўнуйце левы бок часткова вырабленага паддона з крайнім левым слотам і паглядзіце, ці ёсць слот, у які можна прасунуць правы бок;калі не, пасуньце латок, пакуль левы бок не апынецца ў наступным слоце, і паспрабуйце яшчэ раз.Як правіла, патрабуецца каля 4 такіх спроб, каб знайсці два падыходных слота.
Нарэшце, паклаўшы край падноса пад заціскную планку і паміж двума выбранымі прарэзамі, складзеце астатнія бакі.Раней сфармаваныя боку ідуць у выбраныя прарэзы па меры завяршэння апошніх згінаў.

Перавагі заціску з прарэзамі перад наборам кароткіх заціскаў для вырабу латкоў заключаюцца ў тым, што згінаючы край аўтаматычна выраўноўваецца адносна астатняй часткі станка, а заціск аўтаматычна падымаецца, каб палегчыць устаўку або выдаленне нарыхтоўкі.(Тым не менш, кароткія заціскі можна выкарыстоўваць для фарміравання паддонаў неабмежаванай глыбіні, і, вядома, яны лепш падыходзяць для стварэння складаных формаў.)
Пры выкарыстанні прарэзы эквівалентныя прабелам, пакінутым паміж пальцамі звычайнай машыны для складання каробак і патэльні.Шырыня прарэзаў такая, што любыя два прарэзы падыходзяць для латкоў памерам больш за 10 мм, а колькасць і размяшчэнне прарэзаў такія, што для латка любога памеру заўсёды можна знайсці два прарэзы, якія адпавядаюць .
| Даўжыня заціску з пазамі | Касцюмы мадэльныя | Фармуе латкі даўжыні | Максімальная глыбіня латка |
| 690 мм | 650E | ад 15 да 635 мм | 40 мм |
| 1070 мм | 1000E | ад 15 да 1015 мм | 40 мм |
| 1320 мм | 1250E, 2000E, 2500E і 3200E | ад 15 да 1265 мм | 40 мм |
Каб скласці неглыбокі паднос:
Складзеце першыя два супрацьлеглыя бакі і вуглавыя выступы з дапамогай заціску з прарэзамі, але не звяртаючы ўвагі на наяўнасць прарэзаў.Гэтыя прарэзы не акажуць прыкметнага ўплыву на гатовыя зморшчыны.
Цяпер выберыце два прарэзы, паміж якімі трэба скласці два астатнія бакі.Гэта на самай справе вельмі лёгка і дзіўна хутка.Проста выраўнуйце левы бок часткова вырабленага падноса з самым левым слотам і паглядзіце, ці ёсць слот, у які можна ўсунуць правы бок;калі не, пасуньце латок, пакуль левы бок не апынецца ў наступным слоце, і паспрабуйце яшчэ раз.Як правіла, патрабуецца каля 4 такіх спроб, каб знайсці два падыходных слота.
Нарэшце, паклаўшы край падноса пад заціскную планку і паміж двума выбранымі прарэзамі, складзеце астатнія бакі.Раней сфармаваныя боку ідуць у выбраныя прарэзы па меры завяршэння апошніх згінаў.
Час публікацыі: 27 кастрычніка 2021 г